Difference between revisions of "ShapeOko2 CNC Router"
| Line 27: | Line 27: | ||
== Maintenance == | == Maintenance == | ||
| + | 10.14.2016 - Danny Blanchard: Cut and installed a temporary MDF board across the back of the machine to mount the power supplies, control board, PWM spindle speed controller, all with the aim to make moving the machine around easier (it will be getting a new home soon, and these loosely-attached components would likely have sustained some damage). It was pointed out that with this backboard in place the ability to feed a large piece of material through the machine has been lost (a great observation that I hadn't considered: this will be changed). Also, the E-stop switch was temporarily moved to inside the frame to aid in moving the machine, but also to giving it a non-dangling-by-the-wires mounting location. I agree that it is not in an ideal location, but I believe that we can find a better, more-permanent solution when this machine gets moved to it's new location (or feel free to modify it now! : ). The current location is not in danger of being crashed into by the spindle, as it is outside of the physical limits of where the gantry and spindle can reach. GRBL 0.9j has been re-loaded onto the Control board after some mis-communication on my part with another user, and the homing function has been enabled but the buggy EMI-susceptible hard limits disabled until I can get some .47uf capacitors installed. After reading some input from other members, I think this machine is nearly ready to be put back into full operational status. But before we do that, there are two things I'd love to see happen: 1. Get the hard limits working (I know they're not needed for every user, but they'll help in keeping the machine from getting out-of spec as quickly due to accidental crashes), and 2. Confirm that the machine is set up to work with a few different tool-chains without having to adjust GRBL settings. Ideally it would be able use Universal G-code Sender or Chillipeppr with whatever CAM program you prefer (Fusion 360, Vetric, others?), but also use Inventables CAD/CAM/Sender Easel. IMO, only having one system or the other would be a bummer. As a last note, I'd like to thank everyone who has voiced their opinions on the changes to this machine: it has all been professional, helpful, and friendly: let's keep up the good work! Thanks! | ||
10.6.2016 - Danny Blanchard: Downloaded and compiled GRBL v0.9j onto the gShield/Uno. Homing and hard limits now work (Pin 12 is now used for the Z-axis limit switch, as opposed to Pin 11 in v0.8c), although I'm still getting the occasional mid-project "Alarm: Hard Limit" that is likely due to excessive RF noise (I'll be attacking this next) from the spindle and other electronics. The machine (by design) will not move until a homing cycle has been run (send "$H" via Universal G-Code Sender command line console). Home position (X0 Y0 Z0) is located on the left side of the machine as you look at it, closest to the operator, and Z homes all the way to the up top. After doing some settings debugging (acceleration, arc, limit direction inversions, feed/seek/homing rate adjustments) I was able to make some basic, yet exciting cuts. First I generated a usable G-code using Fusion 360 and their "Generic GRBL" post-processor setting. After some tweaking on the side of GRBL, I was able to get 2D and 3D Adaptive clearing (HSM stuff) working, as well as helical ramping/boring. | 10.6.2016 - Danny Blanchard: Downloaded and compiled GRBL v0.9j onto the gShield/Uno. Homing and hard limits now work (Pin 12 is now used for the Z-axis limit switch, as opposed to Pin 11 in v0.8c), although I'm still getting the occasional mid-project "Alarm: Hard Limit" that is likely due to excessive RF noise (I'll be attacking this next) from the spindle and other electronics. The machine (by design) will not move until a homing cycle has been run (send "$H" via Universal G-Code Sender command line console). Home position (X0 Y0 Z0) is located on the left side of the machine as you look at it, closest to the operator, and Z homes all the way to the up top. After doing some settings debugging (acceleration, arc, limit direction inversions, feed/seek/homing rate adjustments) I was able to make some basic, yet exciting cuts. First I generated a usable G-code using Fusion 360 and their "Generic GRBL" post-processor setting. After some tweaking on the side of GRBL, I was able to get 2D and 3D Adaptive clearing (HSM stuff) working, as well as helical ramping/boring. | ||
Revision as of 16:03, 16 October 2016
| This tool is currently broken, please contact the area host for more information. |
 | |
| Owner/Loaner | PS:One |
|---|---|
| Serial Number | 5549 |
| Make/Model | ShapeOko 2 "The Works" version |
| Arrival Date | 2014 |
| Usability | no |
| Contact | CNC Area Host |
| Where | CNC table in the shop |
| Authorization Needed | yes |
| Hackable | no |
| Estimated Value | $1000 |
| Host Area | CNC |
Status
Components are all there, but the unit needs some work before becoming fully operational. See "Maintenance" notes below.
Authorization
Preflight Checklist
Known Issues
Modifications
Maintenance
10.14.2016 - Danny Blanchard: Cut and installed a temporary MDF board across the back of the machine to mount the power supplies, control board, PWM spindle speed controller, all with the aim to make moving the machine around easier (it will be getting a new home soon, and these loosely-attached components would likely have sustained some damage). It was pointed out that with this backboard in place the ability to feed a large piece of material through the machine has been lost (a great observation that I hadn't considered: this will be changed). Also, the E-stop switch was temporarily moved to inside the frame to aid in moving the machine, but also to giving it a non-dangling-by-the-wires mounting location. I agree that it is not in an ideal location, but I believe that we can find a better, more-permanent solution when this machine gets moved to it's new location (or feel free to modify it now! : ). The current location is not in danger of being crashed into by the spindle, as it is outside of the physical limits of where the gantry and spindle can reach. GRBL 0.9j has been re-loaded onto the Control board after some mis-communication on my part with another user, and the homing function has been enabled but the buggy EMI-susceptible hard limits disabled until I can get some .47uf capacitors installed. After reading some input from other members, I think this machine is nearly ready to be put back into full operational status. But before we do that, there are two things I'd love to see happen: 1. Get the hard limits working (I know they're not needed for every user, but they'll help in keeping the machine from getting out-of spec as quickly due to accidental crashes), and 2. Confirm that the machine is set up to work with a few different tool-chains without having to adjust GRBL settings. Ideally it would be able use Universal G-code Sender or Chillipeppr with whatever CAM program you prefer (Fusion 360, Vetric, others?), but also use Inventables CAD/CAM/Sender Easel. IMO, only having one system or the other would be a bummer. As a last note, I'd like to thank everyone who has voiced their opinions on the changes to this machine: it has all been professional, helpful, and friendly: let's keep up the good work! Thanks!
10.6.2016 - Danny Blanchard: Downloaded and compiled GRBL v0.9j onto the gShield/Uno. Homing and hard limits now work (Pin 12 is now used for the Z-axis limit switch, as opposed to Pin 11 in v0.8c), although I'm still getting the occasional mid-project "Alarm: Hard Limit" that is likely due to excessive RF noise (I'll be attacking this next) from the spindle and other electronics. The machine (by design) will not move until a homing cycle has been run (send "$H" via Universal G-Code Sender command line console). Home position (X0 Y0 Z0) is located on the left side of the machine as you look at it, closest to the operator, and Z homes all the way to the up top. After doing some settings debugging (acceleration, arc, limit direction inversions, feed/seek/homing rate adjustments) I was able to make some basic, yet exciting cuts. First I generated a usable G-code using Fusion 360 and their "Generic GRBL" post-processor setting. After some tweaking on the side of GRBL, I was able to get 2D and 3D Adaptive clearing (HSM stuff) working, as well as helical ramping/boring.
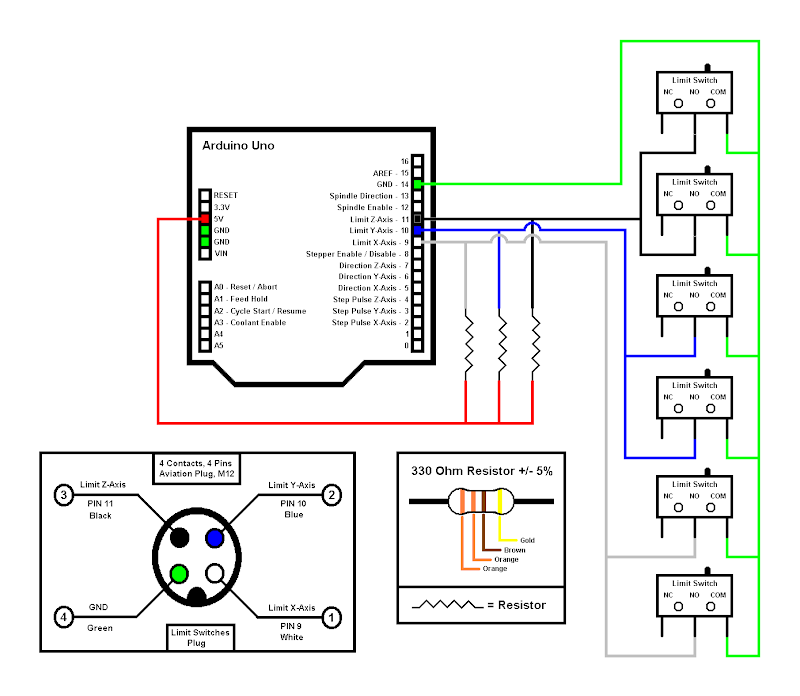
9.12.2016 - Danny Blanchard: Normally Open (NO) Homing switches installed on X, Y, and Z-axis. Positive Z-axis stop plate installed to prevent top of spindle from crashing at the top of it's travel. Each axis has been wired with a 330ohm resistor connected to 5vdc, as seen below (colors in graphic are wrong: X is actually yellow wire, Y blue wire, Z is orange wire, and ground is black wire). V-wheels and rails all cleaned with a toothbrush: lots of gunk (smooshed wood dust, I believe) on the anodized rails. Also replaced some twist-nuts with solder/heatshrink connections, but there is still more to do in that regard. The motion control board (GRBLShield, pronounced "girr-ble, gerbil, or garble": whichever you prefer) is currently running GRBL v0.8C, and I'm having some difficulty getting the homing direction invert setting ($18) to produce any change. Currently the axis move in the positive direction (away from a lower LH zero home) when the $H command is sent, but changing the $18 value from 0 to 1 makes no change. I'm considering compiling the newest version of GRBL, v0.9J, as the versions since 0.8c have addressed various homing bugs which I believe we're currently experiencing. So next step is to compile and flash using the Arduino IDE, and go from there. https://lh4.googleusercontent.com/-FhXABwKcb-I/UvMhBLTESlI/AAAAAAAADCI/kfE-f7jkrwc/s800/cnc_limit_switch_c3.png
{kind=link}
9.8.2016 - Danny Blanchard: Drag chain bracket installed, new lock washers installed (machine can now travel freely until it crashes... :). GRBL shield and Arduino Uno were removed and bent/disconnected pins repaired (likely due to rough handling?). E-stop switch backing nut tightened. Machine ran fine on Easel and with GRBL Controller, but it still needs work (below).
9.7.2016 - Danny Blanchard: Machine cleaned, belts tensioned, power supplies temporarily mounted to wall, wires organized and secured with zip ties. Spindle control and E-Stops tested, both working.
Items that still need work:
1. Waste board repaired or replaced. Entire board is unsupported in the middle, causing it to sag. Also, one stud has pulled up a volcano-like mountain in one part of the waste board, and needs to be milled down. Recommend getting two $7 20mmx20mmx300mm extrusions (from Inventables or elsewhere) and T-nuts to support it in the middle (this is a common upgrade for this particular machine).
2. V-wheels/bearings on all axis need to be adjusted to a tighter tolerance. Some are not making contact, gantry is not square to waste board, and spindle is not square either.
3. Spindle PWM, both power supplies, and perhaps the GRBLShield should be mounted in a compact, fan-cooled enclosure. I'd love said enclosure to be part of a full machine enclosure that incorporates noise suppression, interior lighting, and dust collection.
4. Finish Homing and limit switches. They need some RF shielding/Google troubleshooting (search "Limit switch noise GRBL"), as well as adjustable limit-switch contacts on the positive X and Y axis.
5. General wiring clean-up and sheathing: some connectors have bare leads exposed, and I'd love to clean up the build by sheathing many of the wires.
Documentation
ShapeOko 2 wiki for assembly, use, and source files.
GRBL G & M Codes Great G and M-code library of GRBL-supported codes (worth familiarizing yourself with)
Certified Users
| qualified member | trained by |
|---|---|
| Elizabeth | Herself as she built it |
| Clarence Risher | Elizabeth |
| Ron Olson | Elizabeth |
| Darold Higa | Elizabeth |
| Aaron Mintz | Elizabeth |
| Michael Solheim | Elizabeth |
| Eric Beauchamp | Elizabeth |
| Roger Moore | Elizabeth |
| Kyle Bieneman | Elizabeth |
| Andrew Camardella | Elizabeth |
| Todd Allen | Elizabeth |
| Sam Reicks | Andrew Camardella |
| Ray Doeksen | Sevin Strauss |
| Leon Grossman | Sevin Strauss |
| Ryan Taylor | Leon Grossman |
| Simon Pyle | Sevin Strauss |
| Ralph Brendler | Arturo Duarte |
| Jeremy fay | Arturo Duarte |
| Danny Blanchard | Andrew Camardella |